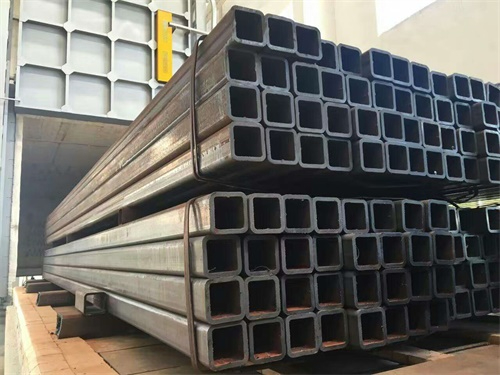
忻州q345b方管價(jià)格
忻州q345b方管價(jià)格
q345b方管高頻焊接加工工藝
1焊接空隙的操縱
將熱軋帶鋼送進(jìn)焊管機(jī)組,經(jīng)多道軋輥擠壓成型,熱軋帶鋼慢慢翻卷,產(chǎn)生有張口空隙的環(huán)形精軋管,調(diào)節(jié)擠壓成型輥的壓下量,使焊接空隙操縱在1~3mm,并使焊縫兩邊平齊。如空隙過(guò)大,則導(dǎo)致相鄰效用降低,渦旋發(fā)熱量不夠,焊接晶間接性合欠佳而造成未焊接或裂開。如空隙過(guò)小者導(dǎo)致相鄰效用擴(kuò)大,電焊焊接發(fā)熱量過(guò)大,導(dǎo)致焊接燒蝕;或是焊接經(jīng)擠壓成型、擠壓成型后產(chǎn)生坑中,危害焊接工藝性能。
2電焊焊接溫控
電焊焊接溫度關(guān)鍵受高頻率渦旋熱輸出功率的危害,依據(jù)公式計(jì)算(2)所知,高頻率渦旋熱輸出功率關(guān)鍵受電流量頻率的危害,渦旋熱輸出功率與電流量鼓勵(lì)頻率的平方米正比;而電流量鼓勵(lì)頻率又受鼓勵(lì)工作電壓、電流量和電容器、電感器的危害。鼓勵(lì)頻率公式為:
f=1/[2π(CL)1/2]...(1)
式中:f-鼓勵(lì)頻率(Hz);C-鼓勵(lì)控制回路中的電容器(F),電容器=用電量/工作電壓;L-鼓勵(lì)控制回路中的電感器,電感器=磁通量/電流量
上式所知,鼓勵(lì)頻率與鼓勵(lì)控制回路中的電容器、電感器平方根反比、或是與工作電壓、電流量的平方根正比,要是更改控制回路中的電容器、電感器或工作電壓、電流量就可以更改鼓勵(lì)頻率的尺寸,進(jìn)而做到操縱電焊焊接溫度的目地。針對(duì)高碳鋼,電焊焊接溫控在1250~1460℃,可考慮壁厚厚3~5mm熔透規(guī)定。此外,電焊焊接溫度也可以根據(jù)調(diào)整電焊焊接速率來(lái)保持。
當(dāng)鍵入發(fā)熱量不夠時(shí),被加溫的焊接邊沿達(dá)不上電焊焊接溫度,金屬材料機(jī)構(gòu)依然維持固體,產(chǎn)生未焊接或未熔透;當(dāng)鍵入熱時(shí)不夠時(shí),被加溫的焊接邊沿超出電焊焊接溫度,造成粗晶或熔滴,使焊接產(chǎn)生熔洞。
3擠工作壓力的操縱
q345b方管的2個(gè)邊沿加溫到電焊焊接溫度后,在擠壓成型輥的擠壓成型下,產(chǎn)生相互的金屬材料晶體相互之間滲入、結(jié)晶體,產(chǎn)生堅(jiān)固的焊接。若擠工作壓力過(guò)小,產(chǎn)生相互結(jié)晶的總數(shù)就小,焊接金屬材料抗壓強(qiáng)度降低,支承之后造成裂開;假如擠工作壓力過(guò)大,將會(huì)使熔化情況的金屬材料被擠壓焊接,不僅減少了焊接抗壓強(qiáng)度,并且會(huì)造成很多的內(nèi)外毛邊,乃至導(dǎo)致電焊焊接搭縫等缺點(diǎn)。
4高頻率電磁感應(yīng)線圈部位的管控
高頻率電磁感應(yīng)線圈應(yīng)盡可能貼近擠壓成型輥部位。若電磁感應(yīng)線圈距擠壓成型輥很遠(yuǎn)時(shí),合理加溫時(shí)間較長(zhǎng),熱危害區(qū)較寬,焊接抗壓強(qiáng)度降低;相反,焊接邊沿加溫不夠,擠壓成型后成形欠佳。
5特性阻抗器是一個(gè)或一組焊接鋼管專用型磁棒,特性阻抗器的截面一般應(yīng)不低于無(wú)縫方管公稱直徑截面的70%,其功效是使電磁感應(yīng)線圈、精軋管焊接邊沿與磁棒產(chǎn)生一個(gè)電磁控制回路,造成相鄰效用,渦旋發(fā)熱量集中化在精軋管焊接邊沿周邊,使精軋管邊沿加溫到電焊焊接溫度。特性阻抗器用一根不銹鋼絲拖拽在精軋管內(nèi),其管理中心部位應(yīng)相對(duì)性固定不動(dòng)在貼近擠壓成型輥管理中心部位。啟動(dòng)時(shí),因?yàn)榫埞苎杆俳∩磉\(yùn)動(dòng),特性阻抗器受精軋管內(nèi)腔的摩擦而耗損很大,必須常常拆換。
6焊接經(jīng)電焊焊接和擠壓成型之后造成焊渣,必須消除。消除方式是在聲卡機(jī)架上固定不動(dòng)數(shù)控刀片,靠焊接鋼管的迅速健身運(yùn)動(dòng),將焊疤刮平。焊接鋼管內(nèi)部的毛邊一般不消除。
- 合肥方管一噸多少錢 2025-04-25
- 杭州方管的產(chǎn)品強(qiáng)化是怎樣的 2021-02-25
- 馬鞍山方管的內(nèi)壁如何清洗干凈 2020-08-20
- 杭州方管銷售價(jià)格 現(xiàn)貨直供 一件代發(fā) 2022-10-06
- 合肥方管的硬度檢測(cè)方法有哪些 2020-03-03
- 呼倫貝爾q345b方管價(jià)格 2020-11-24
- 馬鞍山方管價(jià)格一覽表 2025-03-31
- 杭州方管按類生產(chǎn) 2022-09-22
- 馬鞍山q345b方管厚度 2024-01-13
- 蕪湖方管重量對(duì)照表 2025-03-31